广州 激光焊接机厂家供应 机器人激光焊接机厂家供应
价格面议2022-01-30 03:19:40

————认证资质————
- 个人未认证
- 企业已认证
- 微信未认证
- 手机已认证
———
该用户其他信息
———线上沟通
与商家沟通核实商家资质
线下服务
核实商家身份所有交流确保留有证据
服务售后
有保障期的服务请与商家确定保障实效
详情
广州 激光焊接机厂家供应 机器人激光焊接机厂家供应
半导体激光锡焊机器人系统设有位置校正系统,以保证焊点位置的精确及工艺参数的优化。其原理是通过摄像头对工件,上的标记点照射后,经高性能画像处理装置和激光变位传感器,对焊接位置和高度进行补正。通过液晶触摸屏对输出功率、激光照射时间、焊接温度曲线等工艺参数进行设定。


激光头上配有防烟雾的光学透镜及保护系统,维修时只要更换透镜前端保护玻璃即可。可以通过系统中体积紧凑的强力激光发生器选择与点径相合适的激光束,激光功率最大为30W、50W (空气冷却)两种,并连续可调,从而达到最佳功率的焊接。
特征
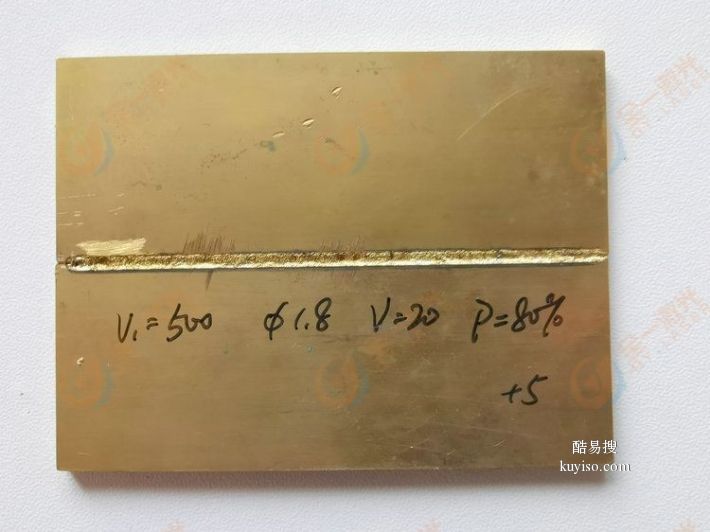
1、具有非接触性,激光形成的点径最小可以到0. 1mm,送锡装置最小可以到0.2mm,可实现微间距封装(贴装)元件的焊接。
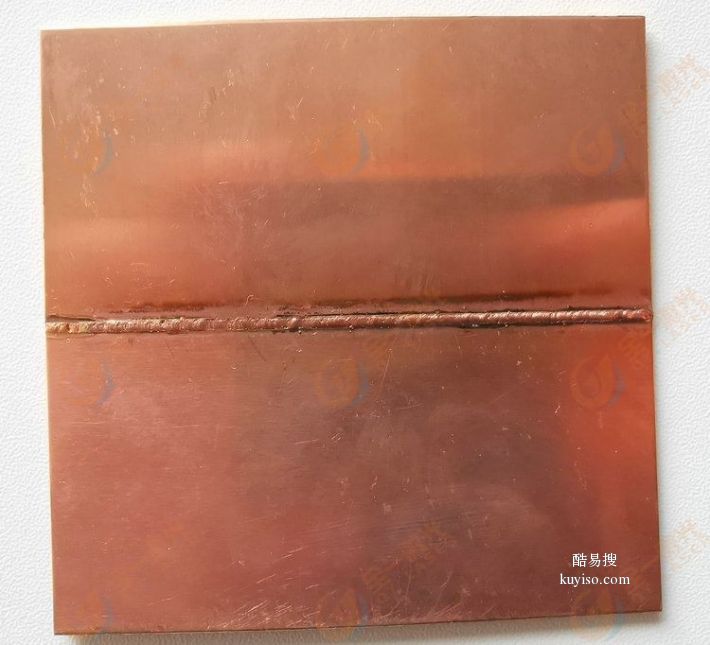
2、因为是短时间的局部加热,对基板与周边零件的热影响很小,焊点质量良好。
3、无烙铁头消耗,不需更换加热器,连续作业时,具有很高的工作效率。
4、进行无铅焊接时,不易发生焊点裂纹。
5、对焊料的表面温度用非接触测定方式, 而不能用实际接触焊头的温度测定方法。

因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。由于激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出独特的优越性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。

在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究重点集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
展开更多
排行8提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由排行8用户自行发布,其真实性及合法性由发布人负责,排行8仅引用以供用户参考,详情请阅读排行8免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由排行8用户自行发布,其真实性及合法性由发布人负责,排行8仅引用以供用户参考,详情请阅读排行8免责条款。查看详情>