CO一氧化碳气体浓度监测
陕西卓宇佳创仪器仪表有限公司
2024-06-22 11:19:19



近年来,为了促进垃圾处理行业发展,我国陆续发布了许多政策,如2022年中共中央办公厅和国务院办公厅发布的《关于建立健全生态产品价值实现机制的意见》完善污水、垃圾处理收费机制,合理制定和调整收费标准。开展生态环境损害评估,健全生态环境损害鉴定评估方法和实施机制。垃圾处理,环境保护已成为全国甚至全世界的人们共同关注的一个重要板块。
就目前的技术而言,比较常见处理垃圾的方法为:利用垃圾(生物质)生产木炭、焦油和煤气等可利用资源,一般都是需要先对垃圾进行分类、回收、处理。常见的处理办法一是填埋,但是填埋的话效果非常慢,占地广的同时还容易对地下水产生二次污染,另外一种处理办法则是焚烧。焚烧垃圾的缺点是容易产生空气污染同时投资也比较大。无论是填埋还是焚烧,垃圾总是会产生各种各样的有毒有害气体,例如甲烷、硫化氢、氧气、氨气、一氧化碳等气体会危害到垃圾处理站工作人员的生命财产安全,同时垃圾处在焚烧时排放的气体也需要满足排放的标准,才能进行排放。
解决方案
方案概述:针对以上垃圾处理行业中的痛点问题,特定制以下解决方案
监测位置:垃圾坑、渗滤液沟道、卸料大厅、锅炉间沼气阀组、活性炭间、油泵房、乙炔汇流排间及危废暂存库。
监测气体:甲烷、硫化氢、氧气、氨气、一氧化碳等有毒有害气体。
数据传输:根据现场情况确定每个监测区域安装有毒气体检测仪,所有检测仪自身均具备实时数据显示及声光报警的功能,可将数据和报警信息通过 4-20mA 电流信号或 RS485 总线制数字信号形式传输到每个就近区域的气体报警控制器,再通过 RS485 总线制数字信号、或其它形式传至中央控制室的集线器控制箱,再传输到 PLC 或 DCS 系统,可实时查看现场监测的数据。可联动风机、排风扇等,处理现场气体浓度,也可发出声光报警提醒现场工作人员及时撤离,降低损失。

煤粉仓磨煤机co一氧化碳o2氧气分析仪
工艺目的:
现在电厂锅炉均采用喷煤方式以提高煤的利用效率,而在煤粉磨制过程中有可能由于火花及自燃等情况,导致磨煤机系统的燃烧或爆炸。因此CO一氧化碳含量、O2氧气含量是发电厂燃煤锅炉磨煤机内防爆的一个重要指标。
磨煤机CO分析装置用于连续监测磨煤机出口或煤粉仓内的CO浓度,它可以及时分析出机内任何微小的co含量变化,并将数据及时显示给操作人员。并能根据预设的数值门限提供预报警,提前采取预防措施,以避免煤粉发生着火甚至爆炸的危险。
磨煤机co分析仪工艺特点:
1、一般需要同时分析co一氧化碳和o2氧气的含量,co一般在0-3000ppm左右,o2一般为0-25%vol常量氧。
2、由于是磨煤工艺,取样端必存在大量煤粉颗粒物,因此取样探头必须加装过滤、反吹装置防止取样端堵塞。
3、需要具有信号上传功能用于一氧化碳浓度超标时进行DCSPLC的连锁控制。
4、要求防爆。
磨煤机co分析仪优势:
1、采用高精度NDIR非分光红外技术,可有效检测ppm-vol级别的co含量。O2氧气可视现场情况选用电化学或顺磁原理进行检测。
2、专用取样探头,自带陶瓷滤芯和反吹装置,能有效避免高浓度粉尘堵塞。
3、标准4-20Ma、RS485输出,可兼容各类PLC DCS系统。

氨是重要的无机化工产品之一,在国民经济中占有重要地位。除液氨可直接作为肥料外,农业上使用的氮肥,例如尿素、硝酸铵、磷酸铵、氯化铵以及各种含氮复合肥,都是以氨为原料的。合成氨生产工艺,主要包括粗煤气的CO变换、酸性气体脱除、甲烷化、合成氨和氨冷冻等几个步骤。
在化工生产过程中对气体成份含量进行在线分析很关键,它直接关系到产品质量、生产效率、生产效益、生产安全和达标排放。
红外气体分析仪、顺磁气体分析仪等在线分析仪专用于合成氨工艺的一氧化碳、氧气进行实时分析。可以根据企业的现场工艺参数进行定制,满足现场工况。
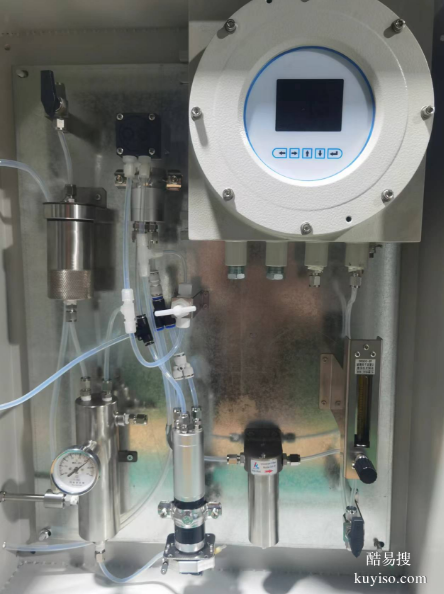
系统主要由取样预处理部分、分析仪表、和联锁控制部分组成。系统可以根据工艺的要求实现防爆、耐腐蚀、响应快、分析精度高等功能。
常用合成氨工艺分析仪工艺段:
工艺点
目的
检测气体 常见量程
洗气塔出口、气柜前后
静电除尘前后
工艺控制、安全生产
O2 0-1% vol
中变炉出口 工艺控制 CO 0-5% vol
低变炉出口 工艺控制 CO 0-1% vol
脱碳净化出口 工艺控制 CO2 0-1% vol
醇后气
在线红外煤气热值仪采用国际先进的NDIR非分光红外技术和基于MEMS的TCD热导技术,主要用于测量各种煤气、生物燃气中的CO、CO2、CH4、H2、O2、CnHm 等六种气体体积浓度及热值。

在线煤气分析系统是天禹智控自主研发新型在线监测系统,该产品基于非分光红外(NDIR)气体分析技术、长寿命电化学传感技术以及基于MEMS的热导技术,可同时在线测量煤气的热值,以及CO、CO2、CH4、H2、O2、CnHm等气体的体积浓度。预处理系统采用冷干法设计,关键部件采用原装进口,可根据现场不同的工况条件,为客户定制解决方案,保证分析系统的可靠运行。
产品特点
可靠性强,方便维护。加热型快拆取样探头,智能温控设计,双重保温,适用于极寒低温环境,配置脉冲反吹技术有效防止滤芯杜塞。
性能稳定,过滤效果好。内置双级过滤,电子制冷器,自动排水单元,可搭载全自动水洗器,采用自动喷淋技术,有效除去样气中粉尘、焦油及水分,保证仪器长期有效运行。
全自动化,操作简单。搭载10寸人机界面,自动完成采样、反吹、排水等操作,可配置多路采样功能,实现多个取样点循环监测,用户可根据现场实际工况自由配置系统参数,操作更便捷。
测量组分全,精度高。采用自主知识产权的煤气分析仪进行气体在线分析,可同时测量CO、CO2、CH4、H2、O2、CnHm等多组分气体的体积浓度,自动计算并显示热值。
接口标准化。可通过RS485标准接口将数据传输到上级集中控制系统,为实现远程监测、调整现场工艺提供实时依据。
典型应用
广泛应用于高炉煤气、高炉喷煤、高炉炼铁、转炉炼钢、水泥窑炉、电石尾气等钢铁、冶金、化工、石油行业工业过程分析及安全监测。

我们的气体分析仪采用非分散红外(NDIR)和紫外差分光学吸收(UV-DOAS)原理,可同时检测多种重要气体成分,包括CO、CO2、N2O、CH4、CF4、SF6、O3、Cl2、H2S、SO2、NO2和NO等。这使得该设备成为一个全方位的气体监测解决方案,适用于不同行业和应用领域。
3. 高灵敏度和精确性:我们的气体分析仪具有高灵敏度和精确性,能够检测到极低浓度的气体。通过优化的光学系统和精确的算法,它能够提供准确的气体浓度测量结果,帮助用户快速发现和识别潜在的气体问题。
4. 实时监测和快速响应:该设备能够实时监测气体浓度变化,并以快速响应的方式提供准确的测量结果。这对于需要及时采取行动的应用场景至关重要,例如工业安全、环境监测和燃气泄漏检测等领域。
5. 宽测量范围和可调性:我们的气体分析仪具有宽广的测量范围,从低至几ppb到高至100%浓度,能够满足不同气体浓度级别的监测需求。此外,设备还具有可调性,可以根据特定应用场景和需求进行灵活调整和配置。



排行8提醒您:
1)为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由排行8用户自行发布,其真实性及合法性由发布人负责,排行8仅引用以供用户参考,详情请阅读排行8免责条款。查看详情>
2)确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3)该信息由排行8用户自行发布,其真实性及合法性由发布人负责,排行8仅引用以供用户参考,详情请阅读排行8免责条款。查看详情>
关键词:气体含量分析,监测系统,在线分析系统,气体浓度检测
郭堃
15129653023
最新商机
-

面议
-

面议
-
面议


相关推荐
-
fa13355588427
-

fa13355588427
-

fa13355588427
-

fa13355588427
-

fa13355588427
-
fa13355588427




